
Newsletter Abonnieren
Führungssäule mit Mittenbund
Norm: 656X Ø32
Führungssäule mit Mittenbund – für höchste Ansprüche und Präzision
Vorteile
- höhere Belastbarkeit und Steifigkeit dank des Bundkonzepts
- höchste Stanzpräzision, da die Bundfläche einen besonders präzisen vertikalen Einbau ermöglicht
- ermöglicht den Aufbau kompakter Werkzeuge
- einfache Handhabung/Wartung
- individuell anpassbar/kürzbar
- höhere Werkzeug-Standzeiten
Werkzeugkonzept
Konzepte im Vergleich
Werkzeugkonzepte
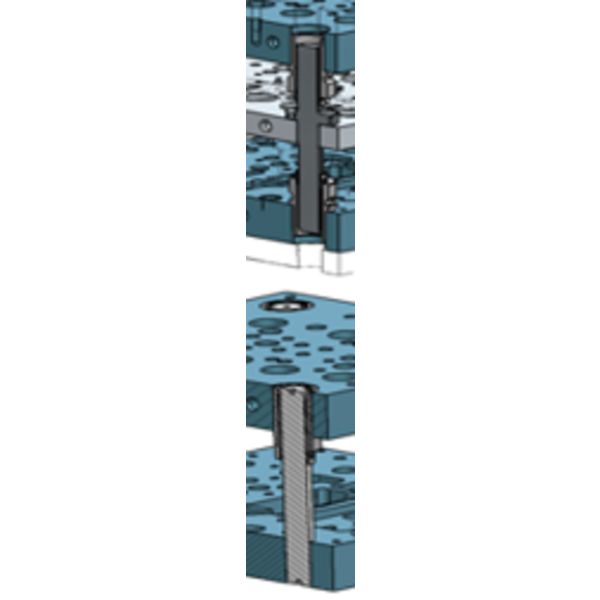
Das Agathon Mittenbundsäulenkonzept:
Optimale Führung des Gestells (Oberteil und Unterteil) mit der Stempelführung/Abstreiferplatte.
Als Führung z.B bei Modulen der Stempelführung zum Matrizenrahmen und Stempelhalter.
Werkzeuge mit diesen Führungssäulen mit Mittenbund sind sehr leicht montier- und demontierbar, was die Wartung erleichtert.
Das Werkzeug kann dadurch kompakter konstruiert werden, da keine zusätzliche Führungssäulen benötigt werden.
Sehr hohe Steifigkeit, da die Säulenlänge dank des Mittenbunds kurz gehalten werden kann.
Bisherige Heransgehensweise:
Der Einbau der langen zylindrischen Führungssäule erfolgte entweder im Block Unter- oder Oberteil. Infolgedessen führen Querkräfte zu einer Biegung der Säule. Sie können daher nur unzureichend aufgenommen werden.
Die Steifigkeit leidet daher bei Säulenlängen von L>1xd1 zunehmend.
Je nach der gewünschten Präzision müssen daher zusätzliche Führungen im innern des Werkzeuges eingebracht werden, bedeutet Matrizenrahmen, Stempelführung/Abstreiferplatte ist noch nicht zueinander positioniert.
Präzision
geforderte Präzision
Hubgenauigkeit und Einbaulage
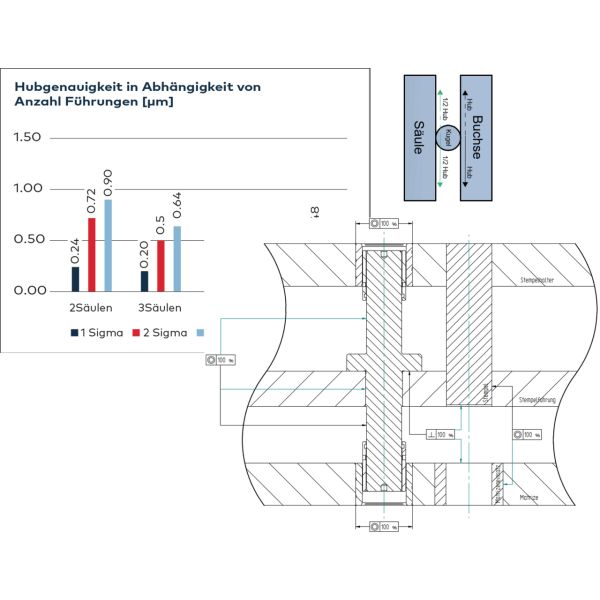
Hubgenauigkeit - Wiederholgenauigkeit:
Die Hubgenauigkeit liegt im Submikrometerbereich (s. Bild). Agathon-Führungen sind durch das Zusammenspiel der mit höchster Präzision hergestellten Säulen, Zylinder und Rollen äusserst präzise vorgespannt. Das ist heute besonders wichtig, da bei modernen Werkzeugkonzepten der Stempel oftmals hochdynamisch und mit einem nur minimalen Schnittspalt zur Matrize arbeiten muss. Nicht ausreichend präzise geführte Stempel führen zu ungleichmässigen Stanzresultaten und stark reduzierten Werkzeugstandzeiten.
Alternativ lässt sich die Wiederholgenauigkeit natürlich auch steigern, indem eine höhere Anzahl Führungen eingesetzt wird. Siehe Bild mit Beispielen zu zwei Führungssäulengestellen versus sechs Führungseinheiten pro Werkzeug.
Vertikale Einbaulage - Konzentrizität:
Die Mittenbundsäule ist konstruktiv so ausgelegt, dass nicht der zylindrische Einpressteil, sondern der breit abstützende Bund die 100% rechtwinklige Einbaulage der Säule zur Führungsplatte bzw. zum Stempel bestimmt. Um eine hochpräzise Führung von Stempel und Matrize zu gewährleisten, ist zusätzlich auch die Koaxialität der Halbsäulen d1/d2 von grosser Bedeutung.
Kundenspezifische Säulenlängen

abgestimmte Längen der Mittenbundsäule
Auf Mass bearbeitete Mittenbundsäulen
Heutige Werkzeugaufbauten werden zunehmend kompakter. Deshalb lassen sich die Anforderungen des vorgegebenen Einbauraums immer seltener mit den standardisierten Säulenlängen abdecken. Vielfach werden abgelängte bzw. präzise auf Länge gefertigte Säulen benötigt. Agathon kann Ihnen Ihre Speziallänge in unterschiedlich eng tolerierten Längen auf Anfrage herstellen.
Die Anforderungen an die gestanzten Teile steigen immer weiter. Entsprechend höhere Ansprüche muss das Werkzeug erfüllen. Steigende Hubfrequenzen und kurze Hubwege erzwingen den Bau immer kompakterer Werkzeuge. Deshalb müssen auch unsere Normteile immer häufiger entsprechend nachbearbeitet werden. In diesen Fällen werden L2 und L3 gekürzt. Dadurch erreicht die Säule eine bessere Steifigkeit und höhere Präzision.
Einbauvarianten

Einbau der Mittenbundsäule
Einbau der Führungssäule
Einpressen: (Siehe Bild)
Bohrung vorbereiten, sorgfältig reinigen und mit Öl versehen (kein Fett). Säulen mit f8 in Bohrung aufsetzen und mit überlangen Schrauben den Schraubenkopfteilkreis des Bundes zu den Befestigungsbohrungen der Platte ausrichten. Anschliessend mit hydraulischer Presse oder Handpresse einpressen. Säule hat Passung ISO js4, Bohrung hat Passung ISO K5, dadurch ist Pressitz gewährleistet. Achtung: Die Säule nie überpressen, sobald ihre Einbauposition erreicht ist, ansonsten wird sie deformiert.
Um die Führungssäule einfacher zu montieren, können 2-3 längere Schrauben verwendet werden, um sie zu den Gewinden zu positionieren. (Siehe Bild)
Schrumpfen:
Bohrung erwärmen und die Säule kühlen (Beispiel im Ofen und Kühlschrank).
Säule sorgfältig mit der f8 einschieben und anschliessend beide Teile auf Raumtemperatur angleichen lassen.
Die Toleranzen der Säule (js4) und der Bohrung (K5) gewährleisten, dass so ein Pressitz erreicht wird.
Werkstoff: 100Cr6 (1.3505), induktivgehärtet 62-64 HRC, Tiefe 1,5+1mm
Technische Daten
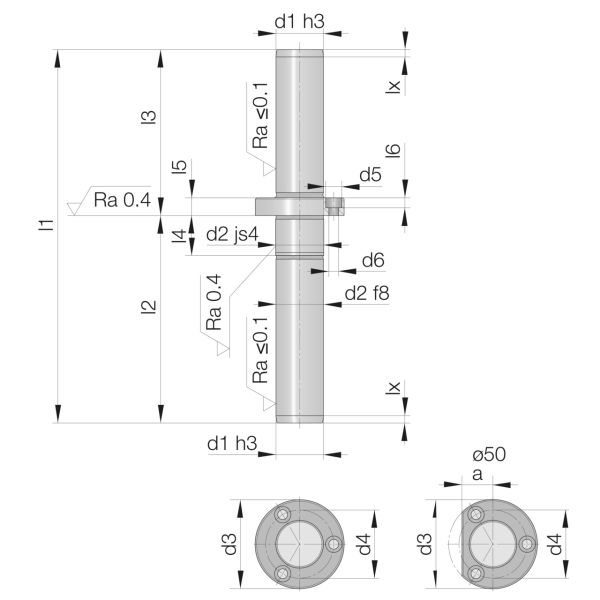
d1
=
Säulendurchmesser, Toleranz h3, feinst geschliffen
d2
=
Aussendurchmesser der Führungssäule für Passung js4/K5
d3
=
Aussendurchmesser Bund
d4
=
Teilkreis Schraubenbohrungen
d5
=
Durchmesser Bohrung für Schraubenkopf
d6
=
Durchgangsbohrung für Befestigungsschraube
l1
=
Gesamtlänge der Führungssäule
l2
=
Länge des Durchmessers d1 inkl. l4
l3
=
Länge des Durchmessers d1 inkl. l5
l4
=
Länge des Montagedurchmessers d2
l5
=
Breite des Bundes
l6 (mm)
=
Tiefe Bohrung für Schraubenkopf
a
=
Freistellung Bund bei Ø50
Schmierung
Wartung und Schmierung
Wartung
● Nach Anlieferung: Rostschutzmittel auf der Zentrierung entfernen
● Bei Wartung:Altes Fett rückstandslos entfernen
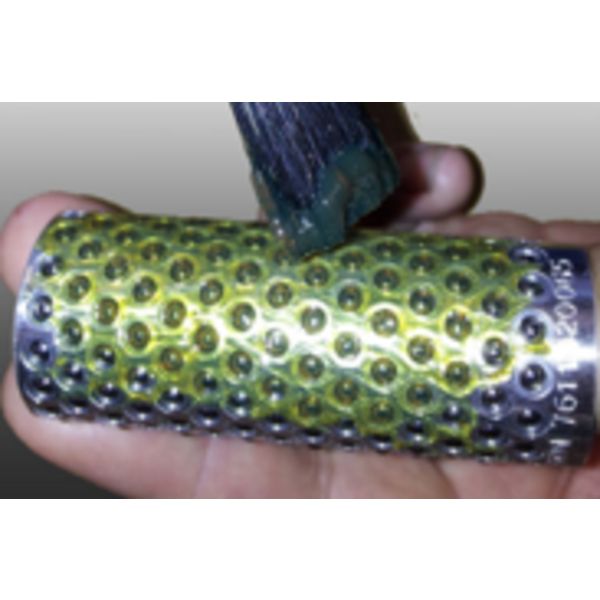
Schmierung
● Neues Schmierfett hautpsächlich auf den Käfig, wie auch auf die Wälzflächen der Buchsen und Säulen, auftragen
Agathon Wälzführung sind praktisch wartungsfrei.
Die Käfige werden bei der Auslieferung leicht eingeölt. Vor dem Einbau sollten sie gewaschen und geschmiert werden.
Durch eine Grundschmierung (Kugellagerfett mit hohem Druckaufnahmevermögen) vor dem ersten Einsatz oder bei der Wartung/Unterhalt, wird die Lebensdauer der Führung erhöht.
Je nach Anwendung können unterschiedliche Produkte verwendet werden.
Ein Einsatz ohne Schmiermittel ist bedingt möglich (Z.B Anwendungen im Reinraum, Lebensmittelindustrie etc.)
Jedoch sollte in diesen Fällen die Belastung der Führung nicht all zu hoch sein. Sonst wird dadurch ihre Lebensdauer - je nach Belastung - reduziert.
Bei extrem hoher Belastung und langen Einsatzperioden kann auch während des Einsatzes periodisch Schmierstoff zugeführt werden. Das Wegspülen von Partikeln/Fremdkörpern sollte mit Öl erfolgen.
| Anwendungsart 1 | Führen |
|---|